
چگونگی انجام تنظیمات پرینتر سه بعدی
پرینتر های سه بعدی از جهت سهولت در تولید و نوآوری به صنعت ها و حتی کار های شخصی محبوبیت جهانی به دست اورده اند و در حوزه های مختلفی چون معماری، پزشکی و دندانپزشکی، زیورآلات و طلا سازی و … استفاده می شوند. حتی نه تنها در صنعت بلکه به مدارس و خانه ها راه یافته اند. اما زمانی که تنظیمات پرینتر سه بعدی را بدانید کار شما راحت تر و استفاده از پرینتر های سه بعدی برای کاربر آن لذت بخش تر و به طبع محصولات تولیدی تمیز تر و دقیق تر خواهند بود. در این مقاله با تنظیمات پرینتر سه بعدی آشنا می شویم. با فروشگاه تجهیزات پرینتر سه بعدی سارای3D همراه باشید.
جهت دریافت مشاوره تماس بگیرید: 09045412243
تنظیمات پرینتر سه بعدی
دستگاه پرینتر سه بعدی دارای دو بخش تنظیماتی دارد:
تنظیمات سخت افزاری: این بخش خود پرینتر سه بعدی می باشد.
تنظیمات نرم افزاری: این تنظیمات، کار تنظيمات پرينتر سه بعدی مربوط به پرینت را انجام می دهد.
برای این که قطعه ای با کیفیت و مرغوب و خوب داشته باشیم، می بایست فایل طراحی شده قطعه ای که در ذهن دارید را داخل نرم افزار قرار دهید و متناسب با کیفیتی که در نظر دارید، تنظیمات پرینت مورد نظر را Set کنید.
موارد بسیار زیادی در کیفیت و استحکام قطعه کار موثر می باشند که در بخش های مختلف نرم افزار وجود دارند. با دانستن کارایی آن موارد می توانیم به کیفیتی که می خواهیم برسیم. در ادامه تعدادی از موارد از آن ها را بررسی می کنیم. با ما همراه باشید.
تنظيمات پرينتر سه بعدی و مشخصات آن
در شروع نصب نرم افزار پرینتر سه بعدی پنجره هایی وجود دارد که در هر کدام شما باید مشخصات مربوط به دستگاه خود نظیر ابعاد دستگاه را وارد سازید. این مدل تنظيمات پرينتر سه بعدی، اغلب یکبار انجام می گیرد و نیازی به ازای هر قطعه تنظیم شوند.
تنظيم تعداد ديواره پرینت Thickness Shell
تنظیمات Expert setting
این دسته از تنظیمات پرینتر سه بعدی نیز همانند تنظیماتی که در آغاز نصب نرم افزار می باشند، معمولا یک بار تنظیم می گردند. این موارد عبارت می باشند از:
تنظیم Retraction در پرینتر سه بعدی
فیلامنت در قسمت اکسترودر پرینتر سه بعدی به دمای قابل پرینت رسیده و طبق دستور نرم افزار در جایی که لازم است، تزریق میشود. در برخی موارد حین پرینت، نازل باید بدون تزریق حرکت کند مثلاً از یک نقطه به نقطه دیگر. در این حالت، فیلامنت بر اساس دستورات تنظیم شده در نرمافزار نباید تزریق شود.
اما بعضی اوقات به دلیل دمای بالای نازل، با وجود عدم تزریق، فیلامنت ذوب شده و به علت نیروی گرما و جاذبه از نازل خارج میشود و روی سطح قطعهی کار ریزش میکند که باعث کثیف شدن کار میشود. برای جلوگیری از این اتفاق، در تنظیمات پرینتر سه بعدی گزینهای به نام “Retraction” وجود دارد. با تنظیم صحیح این گزینه، در مواردی که اکسترودر نیاز به تزریق ندارد، فیلامنت را چند میلیمتر به عقب برمیگرداند و این باعث میشود که فیلامنت ریزش نکند.
تنظیم Skirt در پرینت سه بعدی
یکی دیگر از تنظيمات پرينتر سه بعدی، Skirt می باشد. با فعال كردن و تنظيم Skirt يك( يا چند لایه) خط دور محیط پرینت در لایه اول ایجاد می شود.
دلیل این تنظیم این می باشد که در آغاز پرینت می تواند نازل درست تزریق انجام ندهد و شما این گزینه را فعال می کنید تا هر نوع عدم تزریق در Skirt صورت پذیرد نه در خود قطعه اصلی. به علاوه با فعال کردن این گزینه شما قبل از اینکه لایه اول شکل گیرد، کل محیط پرینت را مشاهده می کنید.
تنظیم Raft در پرینت سه بعدی
مفهوم Raft در پرینت سه بعدی بسیار اهمیت دارد و دانستن آن می تواند در بهبود کیفیت قطعات بسیاری به ما کمک کند.
گاهی اوقات، ناهمواری سطح میز پرینت می تواند باعث شود که در حین چاپ لایه اول، بخشی از قطعه کار یا میز کار بلند شده و خراب شود، یا سطح پایین قطعه کار پس از چاپ کثیف باشد.
همچنین، شاید از چسب استفاده شده مطمئن نباشید و احتمال جدا شدن قطعه را داشته باشید. در این موارد، می توانید از گزینه Raft استفاده کنید که در قسمت تنظیمات پیشرفته قرار دارد.
با استفاده از این گزینه، قبل از شروع چاپ، یک لایه با استحکام کم (تا بتوان به راحتی از قطعه جدا گردد) زیر قطعه کار ایجاد می شود، متناسب با تنظیمات چاپ.
این اقدام باعث می شود که تمام پستی ها و بلندی های سطح میز در این لایه ایجاد شده و وقتی به سطح اصلی قطعه کار می رسد، یک سطح صاف داشته باشیم.
تنظیمات متغیر های پرینتر سه بعدی
بعد از تنظیمات اصلی پرینت، تنظیماتی وجود دارد که شما باید در هر پرینت آن ها را چک کنید و احتمال دارد که نیاز به تغییر آن ها داشته باشید. در ادامه این موارد را بررسی می کنیم:
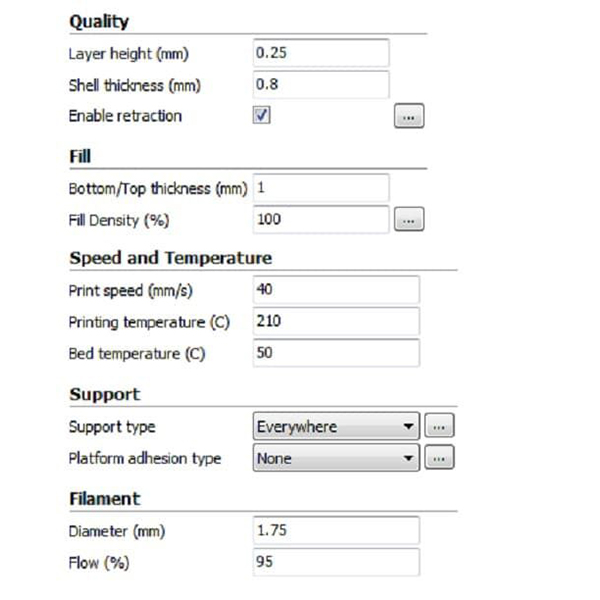
تنظیم ضخامت لایه های پرینت Layer Height
همانگونه که آگاهی دارید، پرینت سه بعدی به صورت لایه به لایه قطعه را تولید می کند. هر اندازه که فاصله لایه ها از یکدیگر کمتر باشد، استحکام قطعه در برابر شکست بیشتر می گردد و بدین روش کیفیت خروجی پرینت افزایش می یابد
این تنظیم در قسمت Layer Height می باشد و عدد آن به قطر نازل بستگی دارد. اغلب 50 ميكرون، 50 ميكرون تغيير مى كند. این نکته را نیز در نظر بگیرید که ممکن است کم تر نیز باشد. به عنوان نمونه، اگر قطر نازل 0.4mm باشد، (400 میکرون) شما می توانید اعداد 50، 100، 150، 200، 250 ،300، 350 میکرون را برای ضخامت لایه پرینت در نظر بگیرید.
تنظيم تعداد ديواره پرینت Thickness Shell
شیوه ساخت پرینت در هر لایه به این صورت است که در ابتدا دور کار یا به عبارتی دیگر محیط کار را پرینت می گیرد و سپس درون آن را پر می کند. ضخامت محیط قطعه پرینت را شما می توانید انتخاب کنید و به طور مشخص هر چه محیط کار بزرگ تر باشد، استحکام قطعه پرینت در برابر ضربه بیشتر می شود و زمان پرینت هم افزایش می یابد. عددی که برای محیط پرینت یا Shell در نظر می گیرید، به عنوان ضریبی از قطر نازل استفاده می شود.
فرض کنید می خواهید ضخامت دیواره کار شما (محیط یا Shell) به اندازه ۲ میلی متر باشد و قطر نازل شما ۰.۴، در این صورت پرینتر ۵ بار محیط کار را پرینت می کند تا به ضخامت ۲ میلی متر برسد. بنابراین، ضخامت دیواره پرینت شما همواره ضریبی از قطر نازل است. معمولا، ضخامت لایه در پرینت در محدوده ۲ تا ۴ لایه انتخاب میشود.
تنظیم چگالی یا توپر شدگی پرینت Infill
بعد از پرینت کردن هر لایه از محیط کار، باید داخل کار نیز به طور اصطلاح پر شود. میزان پر شدگی داخل کار با استفاده از گزینه “Infill” تعیین می شود. این عدد به صورت درصد ارائه می شود و شما می توانید برای این گزینه مقادیری بین صفر و صد در نظر بگیرید.
هر چقدر عدد شما به سمت صد نزدیک تر باشد، قطعه شما محکم تر خواهد بود، اما زمان پرینت و هزینه مصرفی فیلامنت پرینتر سه بعدی شما نیز بیشتر خواهد شد. در صورتی که عدد صفر را انتخاب کنید، قطعه شما فقط یک پوسته تو هوا ساخته خواهد شد و در صورتی که عدد صد را انتخاب کنید، کاملاً تو در خواهد شد. تنظیمات بین این دو مخصوص قطعاتی است که در صنعت مورد استفاده قرار می گیرند.
شکل پر شدگی داخل کار نیز قابل تعریف است و ممکن است متناسب با نیازها شطرنجی، دایرهای، لانه زنبوری و… باشد.
تنظیم پايه موقت support
تنظیمات پرینتر سه بعدی باید به نحوی باشد که پرینتر با گرم کردن فیلامنت تا رسیدن به نقطه ذوب بتواند قطعه ها را شکل دهد. اگر چه در برخی زمان ها ممکن است نقطه هایی را پرینت بگیرید که در زیر آن سطحی نداشته باشد و به دلیل نیمه مذاب بودن فیلامنت، ممکن است در این نقاط به دلیل ریزش و خرابی، مشکلاتی ایجاد شود.
در صورتی که در نقطه دسته لیوان ، به علت قرار گیری بر روی ارتفاع ، ممکن است فيلامنت ريزش کند ، ساختن یک خراشک یا support موقت می تواند به جلوگیری از این ریزش كمك كند. برای جلوگیری از افت فيلامنت در هنگام چاپ، پايه ها به صورت موقت در نرم افزار قرار داده می شود تا با چاپ قطعه، این پایه ها در زیر نقاطی که قطعه در ارتفاع قرار دارد، چاپ شوند.

تنظيمات قطر نازل Nozzle Size
این پايه ها تا آن جایی كه به سطح قطعه كار در ارتفاع برسند، چاپ می شوند و از آن نقطه به بعد قطعه اصلی روی این پایه ها چاپ می شود و شكل می گیرد. در این حالت فيلامنت دیگر ريزش نمی کند و قطعه همراه با ساپورت چاپ می شود. مواد ساپورت موقت ضعیف هستند. لذا پس از پرینت، می توانید این پايه ها را از قطعه جدا كنید.
تنظيمات قطر نازل Nozzle Size
يكى ديگر از تنظيمات پرينتر سه بعدی، تنظيم قطر نازل می باشد. شما مى توانيد نازل با انواع قطر هاى گوناگون را براى پرينتر خود در نظر بگيريد. هرچه قطر نازل نازك تر باشد قطعات ظريف و با كيفيت ترى پرينت خواهيد كرد و هرچه قطر نازل بزرگتر باشد سرعت پرينت شما بالاتر خواهد بود و قطعه شما در زمان كمترى ساخته خواهد شد.
معمولا قطر نازل بين ٠.١ تا ٠.٤ ميلى متر مى باشد كه عدد آن بايد در قسمت Nozzle Size وارد شود.
تنظيمات دما (Temperature)
تنظیمات مربوط به دمای ساخت، از تنظیمات دیگر پرینتر سه بعدی می باشد که باید تنظیم شوند. هر فیلامنت در یک محدوده دمایی مشخص ذوب و آماده پرینت می شود که عدد آن بر روی رول فیلامنت نوشته شده است. شما باید این مقدار را در بخش تنظیمات پرینت در قسمت دمای نازل وارد کنید.
علاوه بر این، برای بهبود چسبندگی قطعات به میز کار و داشتن کارایی بالا تر در چسب کاری، مناسب است دمای میز را نیز افزایش دهیم. این دما نیز بر روی رول فیلامنت نوشته شده است و شما باید عدد آن را در قسمت دمای تخت وارد کنید.
تنظيمات پرينتر سه بعدی در سرعت پرینت
در تنظیمات پرینتر سه بعدی، یکی از مواردی که حتما باید مدنظر قرار گیرد، سرعت پرینت است. سرعت پرینت که برای قسمتهای مختلف در نظر میگیریم، به مکانیک دستگاه و تجربه پرینت شما وابسته است. به این معنا که علاوه بر این که دستگاه تا چه سرعتی را میتواند پرینت بگیرد (که در هر پرینتر ممکن است متفاوت باشد)، به تجربه شما و شکل قطعه نیز مربوط میشود. تنظیم سرعت برای قسمتهای مختلف متفاوت است و شما باید سرعت را برای infill، support، shell و … تعیین کنید.
تنظیمات Bottom/Top Thickness
از جمله تنظیمات انجام شده در پرینتر سه بعدی، می توان به تنظیم تعداد لایه های صفحه بالا و صفحه پایین قطعه اشاره کرد. همانطور که می دانید، قطعه با چگالی متفاوت پرینت می شود (مثلاً 10٪). اگر صفحه پایینی و یا صفحه بالایی کار نیز با همین چگالی ساخته شود، قطعه کار خالی می شود. بنابراین، لازم است که صفحه پایینی و صفحه بالایی قطعه کار به طور کامل پر باشد تا سطح کلی کار بسته شود. در قسمت های بالا و پایین می توانید تعیین کنید چند لایه باید در ابتدا و انتهای کار بسته شوند.
این تنظیم یا با تعیین تعداد لایه مشخص می شود یا با تعیین ضخامت به میلی متر است. نرم افزار پرینتر سه بعدی می تواند دارای تنظیمات متنوعی باشد. اما در این مقاله تنظیمات پرینتر سه بعدی، سعی کرده ایم به مهمترین آن ها اشاره کنیم.
خدمات پرینت سه بعدی در فروشگاه سارای3D
فروشگاه سارای3D با داشتن تیم متخصص در زمینه تجهیزات پرینتر های سه بعدی، آماده ارائه خدمات و تجهیزات و فروش انواع پرینتر های سه بعدی با کیفیت و به روز بازار جهان می باشند. در صورتی که سوالی در این زمینه داشتید، با متخصصان ما تماس بگیرید.
جهت دریافت مشاوره تماس بگیرید: 09045412243